

 | PL - Język Polski |
 | EN - Język Angielski |

| Napięcie wyjściowe źródła prądu spawania: | 42 VAC, 50/60 Hz |
| Moc przyłącza: | maks. 900 VA |
| Przyłącze silnika przystosowane do silników A2 i A6 marki ESAB: | podłączanie 2 silników, prąd silnika 6 A (ciągły), maks. 10 A |
| Regulacja prędkości : | Sprzężenie zwrotne z enkodera |
| Prędkość spawania, m/min: | 0,1–2,0 w zależności od wózka |
| Maks. prędkość jazdy z napędem ręcznym, m/min : | 2,0 |
| Prędkość podawania drutu, m/min : | 0,3–25 w zależności od podajnika drutu |
| Wyjście zaworu: | 1 szt., 42 VAC, 0,5 A |
| Wejścia: | do podłączania czujników lub wyłączników krańcowych |
| Podłączenie do źródła prądu spawania: | Złącze Burndy 12-biegunowe |
| Maks. temperatura otoczenia, °C : | 45 |
| Min. temperatura otoczenia, °C : | -15 |
| Maks. wilgotność (powietrza) : | 95% |
| Wymiary, dł. x szer. x wys., mm: | 246x235x273 |
| Masa, kg: | 6,6 |
| Stopień ochrony: | IP23 |
| Normy: | EN60974-1, EN60974-10 |
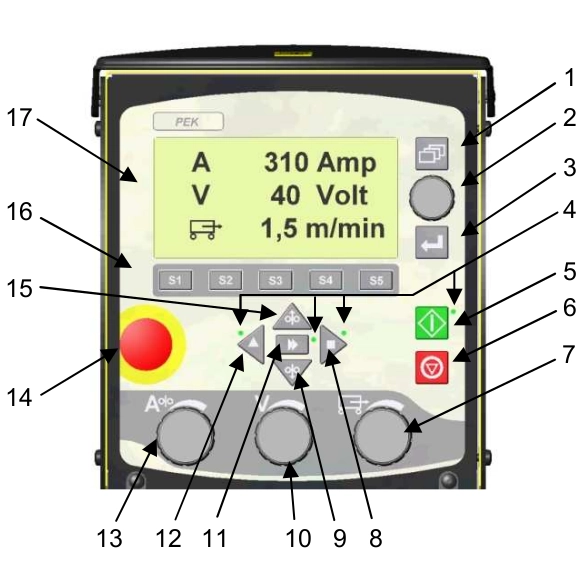 1. Menu
1. Menu2. Pokrętło do poruszania kursorem (pokrętło połoŜenia kursora)
3. Przycisk ENTER
4. Zielona lampka, która świeci się, gdy dana funkcja jest aktywna
5. Rozpoczęcie spawania
6. Zatrzymanie spawania
7. Pokrętło do regulacji prędkości ruchu w menu pomiarów, które
w pozostałych menu słuŜy do zwiększania lub zmniejszania
ustawianych wartości (pokrętło ustawień)
8. Przemieszczanie ręczne w kierunku „kwadrat”
9. Ręczne sterowanie podawaniem drutu – wysuw
10. Pokrętło do regulacji napięcia łuku w menu pomiarów, które
w pozostałych menu słuŜy do zwiększania lub zmniejszania
ustawianych prędkości (pokrętło ustawień)
11. Szybkie przemieszczenie
12. Przemieszczanie ręczne w kierunku „trójkąt”
13. Pokrętło do regulacji natęŜenia prądu / prędkości podawania drutu
w menu pomiarów, które w pozostałych menu słuŜy do zwiększania
lub zmniejszania ustawianych prędkości (pokrętło ustawień)
14. Wyłącznik awaryjny
15. Ręczne sterowanie podawaniem drutu – wycofanie
16. Przyciski programowalne
17. Wyświetlacz