



EAC 10, od numerów seryjnych 841-xxx-xxxx i 905-xxx-xxxx
| Napięcie zasilania: | 60 V DC lub 42 V AC, 50/60 Hz |
| Napięcie zasilania pilota zdalnego sterowania: | 12 V DC |
| Zapotrzebowanie mocy: | Maks. 900 VA |
| Przyłącza silnika dostosowane do silników ESAB: | 6 A 100% |
| Regulacja prędkości: | Sprzężenie zwrotne kodera impulsowego |
| Temperatura pracy: | Od -10 do +40°C (od -14 do +104°F) |
| Temperatura przechowywania: | Od -20 do +55°C (od -4 do +131°F |
| Wilgotność względna powietrza: | Maks. 95% |
| Wejścia: | do podłączania czujników lub wyłączników krańcowych |
| Podłączenie do źródła prądu spawania: | Złącze Burndy 12-biegunowe |
| Maks. temperatura otoczenia, °C : | 45 |
| Min. temperatura otoczenia, °C : | -15 |
| Maks. wilgotność (powietrza) : | 95% |
| EAC 10, kompletna jednostka sterująca: | Długość: 275 mm Szerokość: 300mm Wysoość: 165 mm |
| Pilot zdalnego sterowania EAC 10: | Długość: 245 mm Szerokość: 225 mm Wysokość: 50 mm |
| Stopień ochrony: | IP23 |
| Waga: EAC 10, kompletna jednostka sterująca Pilot zdalnego sterowania EAC 10 | 6,8 kg 1,25 kg |

- Klawisz zatrzymania spawania
- Klawisz rozpoczęcia spawania
- Prąd spawania/szybkość/balans podawania drutu*
- Napięcie łuku / napięcie przesunięcia*
- OK / menu ustawień
- Wstecz
- Ręczne podawanie drutu w górę
- Kierunek przesuwu ręcznego
- Szybki ruch
- Ręczne podawanie drutu w dół
- Kierunek przesuwu ręcznego
- Program 1, 2, 3 / przyciski ekranowe
- Prędkość przesuwu / częstotliwość*
- Gniazdo USB
*Tylko z Aristo® 1000 w trybie AC.



| Napięcie wyjściowe źródła prądu spawania: | 42 VAC, 50/60 Hz |
| Moc przyłącza: | maks. 900 VA |
| Przyłącze silnika przystosowane do silników A2 i A6 marki ESAB: | podłączanie 2 silników, prąd silnika 6 A (ciągły), maks. 10 A |
| Regulacja prędkości : | Sprzężenie zwrotne z enkodera |
| Prędkość spawania, m/min: | 0,1–2,0 w zależności od wózka |
| Maks. prędkość jazdy z napędem ręcznym, m/min : | 2,0 |
| Prędkość podawania drutu, m/min : | 0,3–25 w zależności od podajnika drutu |
| Wyjście zaworu: | 1 szt., 42 VAC, 0,5 A |
| Wejścia: | do podłączania czujników lub wyłączników krańcowych |
| Podłączenie do źródła prądu spawania: | Złącze Burndy 12-biegunowe |
| Maks. temperatura otoczenia, °C : | 45 |
| Min. temperatura otoczenia, °C : | -15 |
| Maks. wilgotność (powietrza) : | 95% |
| Wymiary, dł. x szer. x wys., mm: | 246x235x273 |
| Masa, kg: | 6,6 |
| Stopień ochrony: | IP23 |
| Normy: | EN60974-1, EN60974-10 |
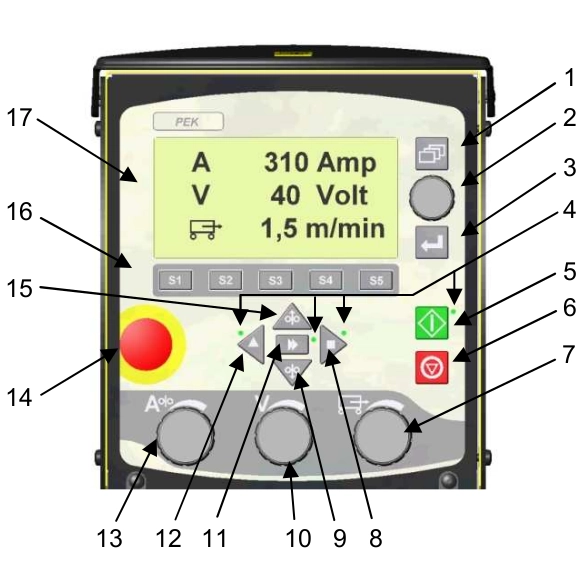 1. Menu
1. Menu2. Pokrętło do poruszania kursorem (pokrętło połoŜenia kursora)
3. Przycisk ENTER
4. Zielona lampka, która świeci się, gdy dana funkcja jest aktywna
5. Rozpoczęcie spawania
6. Zatrzymanie spawania
7. Pokrętło do regulacji prędkości ruchu w menu pomiarów, które
w pozostałych menu słuŜy do zwiększania lub zmniejszania
ustawianych wartości (pokrętło ustawień)
8. Przemieszczanie ręczne w kierunku „kwadrat”
9. Ręczne sterowanie podawaniem drutu – wysuw
10. Pokrętło do regulacji napięcia łuku w menu pomiarów, które
w pozostałych menu słuŜy do zwiększania lub zmniejszania
ustawianych prędkości (pokrętło ustawień)
11. Szybkie przemieszczenie
12. Przemieszczanie ręczne w kierunku „trójkąt”
13. Pokrętło do regulacji natęŜenia prądu / prędkości podawania drutu
w menu pomiarów, które w pozostałych menu słuŜy do zwiększania
lub zmniejszania ustawianych prędkości (pokrętło ustawień)
14. Wyłącznik awaryjny
15. Ręczne sterowanie podawaniem drutu – wycofanie
16. Przyciski programowalne
17. Wyświetlacz

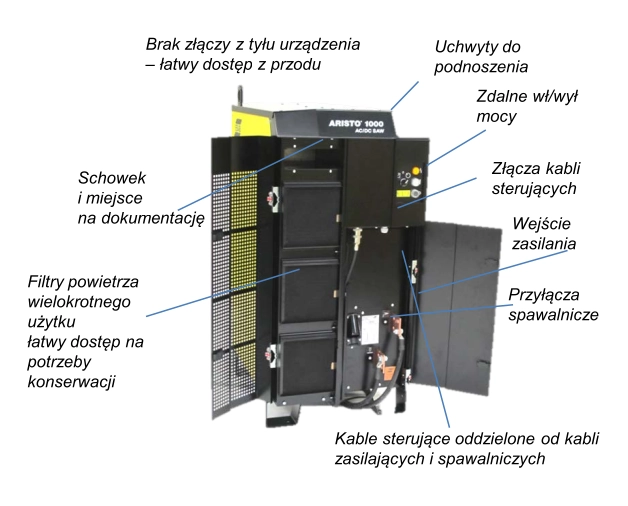
Żródło prądu Aristo 1001 AC/DC
ESAB ARISTO 1001 AC/DC to profesjonalne źródło prądu spawania zaprojektowane do zastosowań przemysłowych, idealne do zautomatyzowanych procesów spawalniczych takich jak spawanie łukiem krytym (SAW), elektrodowe, żłobienie oraz platerowanie. Produkt wyróżnia się wyjątkową wydajnością, precyzją i stabilnym łukiem spawalniczym, co sprawia, że znajduje zastosowanie w najbardziej wymagających gałęziach przemysłu.
Najważniejsze cechy ARISTO 1001 AC/DC:
 Wszechstronne źródło prądu AC/DC – możliwe spawanie zarówno prądem przemiennym, jak i stałym, Optymalizacja automatyzacji spawania łukiem krytym (SAW) oraz innych metod, Wysoka moc – do 1000 A przy 100% cyklu pracy, System Cable Boost – umożliwia pracę z długimi kablami spawalniczymi bez utraty parametrów, Technologia Bead Profile Modelling – gwarantuje kontrolę profilu spoiny, głębokości wtopienia i stabilności łuku, Możliwość pracy w tzw. trybie zrównoważonej automatyzacji produkcji.
Wszechstronne źródło prądu AC/DC – możliwe spawanie zarówno prądem przemiennym, jak i stałym, Optymalizacja automatyzacji spawania łukiem krytym (SAW) oraz innych metod, Wysoka moc – do 1000 A przy 100% cyklu pracy, System Cable Boost – umożliwia pracę z długimi kablami spawalniczymi bez utraty parametrów, Technologia Bead Profile Modelling – gwarantuje kontrolę profilu spoiny, głębokości wtopienia i stabilności łuku, Możliwość pracy w tzw. trybie zrównoważonej automatyzacji produkcji.
Zastosowania przemysłowe:
Ten przemysłowy generator spawalniczy ESAB został zaprojektowany z myślą o branżach takich jak:
konstrukcje stalowe,
produkcja zbiorników ciśnieniowych i rurociągów,
przemysł stoczniowy i offshore,
produkcja energii i turbin wiatrowych,
walcarki rur oraz ciężkie linie produkcyjne.
Dlaczego ARISTO 1001 AC/DC?
To rozwiązanie, które podnosi standard automatyzacji spawania w firmach produkcyjnych i fabrykach, dzięki czemu firmy zyskują: większą powtarzalność spoin, wyższą jakość spawania nawet w długich cyklach pracy, redukcję kosztów operacyjnych poprzez zaawansowane sterowanie procesu.
| Zasilanie sieciowe, 3 f., V, Hz | 380–575, 50/60 |
| Prąd pierwotny | Imax 85 A |
| Zakres ustawień | 14 -50 V / 0 -1000 A |
| Znamionowy prąd spawania przy obciążeniu 100%, A/V | 1000/44 |
| Współczynnik mocy przy prądzie maksymalnym | 0.93 |
| Sprawność przy maksymalnym prądzie | 88% |
| Napięcie obwodu otwartego z VRD U0 max | 121 V DC |
| Moc pozorna przy prądzie maksymalnym | 53,6 kVA |
| Moc czynna przy prądzie maksymalnym | 49,6 kW |
| Moc bez obciążenia | 159 W |
| Temperatura pracy | Od -10 do +40°C (od +14 do +104°F) |
| Temperatura transportu | -20 do +55 °C (-4 do +131 °F) |
| Wymiary (dł. x szer. x wys.) | 857 ×613 ×1402 mm (33,7 x 24,1 x 55,2 cala) |
| Masa | 349 kg (769 funtów) |
| Klasa izolacji | H |
| Stopień ochrony | IP23 |
| Klasa zastosowania |  |
| Znak certyfikacji (normy) | CE |
| Dopuszczenia innych firm | CCC |

| Zasilanie sieciowe, 3 f., V, Hz | 400/415 |
| Zasilanie sieciowe, 3 f., 60 Hz, V | 440 |
| Prąd, 100%, 50 Hz, A | 52 |
| Prąd, 100%, 60 Hz, A | 52 |
| Bezpiecznik zwłoczny, 50 Hz, A | 63 |
| Bezpiecznik zwłoczny, 60 Hz, A | 63 |
Maksymalne obciążenie: Cykl pracy 100%, A/V | 630/44 |
| Zakres ustawień, A/V GMAW SAW | 50/17–630/44 30,21,-800,44 |
| Napięcie stanu jałowego, V | 54 |
| Moc stanu jałowego, W | 150 |
| Sprawność, % | 84 |
| Współczynnik mocy | 0,90 |
| Stopień ochrony | IP23 |
| Wymiary, dł. x szer. x wys., mm | 670x490x930 |
| Masa, kg | 260/573 |
| Klasa zastosowania | |

| Zasilanie sieciowe, 3 f., V, Hz | 400/415/500 |
| Zasilanie sieciowe, 3 f., 60 Hz, V | 400,440,550 |
| Prąd, 100%, 50 Hz, A | 64,64,52 |
| Prąd, 100%, 60 Hz, A | 64,64,52 |
| Bezpiecznik zwłoczny, 50 Hz, A | 63 |
| Bezpiecznik zwłoczny, 60 Hz, A | 63 |
Maksymalne obciążenie: Cykl pracy 100%, A/V | 800/44 |
| Zakres ustawień, A/V GMAW SAW | 50,17,-1000,45 40,22,-1000,45 |
| Napięcie stanu jałowego, V | 52 |
| Moc stanu jałowego, W | 145 |
| Sprawność, % | 84 |
| Współczynnik mocy | 0,95 |
| Stopień ochrony | IP23 |
| Wymiary, dł. x szer. x wys., mm | 646x552x1090 |
| Masa, kg | 330/727,5 |
| Klasa zastosowania | |

| Zasilanie sieciowe, 3 f., V, Hz | 400/415/500 |
| Zasilanie sieciowe, 3 f., 60 Hz, V | 400,440,550 |
| Prąd, 100%, 50 Hz, A | 99,99,80 |
| Prąd, 100%, 60 Hz, A | 99,99,80 |
| Bezpiecznik zwłoczny, 50 Hz, A | 100,100,80 |
| Bezpiecznik zwłoczny, 60 Hz, A | 100,100,80 |
Maksymalne obciążenie: Cykl pracy 100%, A/V | 1250/44 |
| Zakres ustawień, A/V GMAW SAW | 60,17,-1250,44 40,22,-1250,44 |
| Napięcie stanu jałowego, V | 51 |
| Moc stanu jałowego, W | 220 |
| Sprawność, % | 87 |
| Współczynnik mocy | 0,92 |
| Stopień ochrony | IP23 |
| Wymiary, dł. x szer. x wys., mm | 774x598x1428 |
| Masa, kg | 490/1080 |
| Klasa zastosowania | |

| Zasilanie sieciowe, 3 f., V, Hz | 400/415/500 |
| Zasilanie sieciowe, 3 f., 60 Hz, V | 400,440,550 |
| Prąd, 100%, 50 Hz, A | 136,136,108 |
| Prąd, 100%, 60 Hz, A | 136,136,108 |
| Bezpiecznik zwłoczny, 50 Hz, A | 160,160,125, |
| Bezpiecznik zwłoczny, 60 Hz, A | 160,160,125, |
Maksymalne obciążenie: Cykl pracy 100%, A/V | 1600/44 |
| Zakres ustawień, A/V GMAW SAW | – 40,22,-1600,46 |
| Napięcie stanu jałowego, V | 54 |
| Moc stanu jałowego, W | 220 |
| Sprawność, % | 86 |
| Współczynnik mocy | 0,87 |
| Stopień ochrony | IP23 |
| Wymiary, dł. x szer. x wys., mm | 774x598x1428 |
| Masa, kg | 585/1290 |
| Klasa zastosowania | |


